
RFID天线丝印技术详解:工艺参数与质量控制
分类:技术资讯 发布:横川崎 浏览:0
导读:RFID(无线射频识别)技术作为物联网的核心技术之一,在智能包装、物流追溯、防伪识别等领域得到广泛应用。RFID标签天线的制造工艺直接影响标签的读写性能和成本效益。丝网印刷技术凭借其设备投资成本低、生产效率高、材料利用率高的优势,已成为RFID天线制造的主流工艺之一。本文将深入解析RFID天线丝印的技术难点、工艺参数和质量控制要点。

一、技术难点分析
1.1 导电性能要求严苛
RFID天线作为信号传输的核心部件,其导电性能直接决定标签的读取距离和稳定性。要求导电油墨固化后方阻值控制在10-50Ω/□(低频13.56MHz)或5-20Ω/□(超高频900MHz),这要求油墨中金属颗粒含量达到70-85%,且颗粒间必须形成良好的导电路径。
1.2 图形精度要求极高
高频(13.56MHz)和超高频(900MHz)RFID天线的线宽通常为0.3-1.0mm,线间距要求≥0.2mm。丝网印刷的套印精度需达到20-50μm,这对网版制作、设备精度和定位系统提出了极高要求。
1.3 附着力与柔韧性平衡
RFID标签广泛应用于柔性材料(PET、PI薄膜),需要导电油墨既与基材牢固结合(附着力≥3B级,经3M胶带测试无脱落),又要保持良好的柔韧性(耐折次数≥5000次),这对油墨配方和固化工艺提出了平衡挑战。
1.4 成本与质量双重压力
随着RFID标签的大规模应用,单枚成本要求持续下降(<0.5元/枚)。在保证导电性能和外观质量的前提下,如何提高材料利用率(降低油墨浪费)、提升印刷速度(>2000印次/时)、减少废品率,成为技术攻关的核心。
二、横川崎产品设备介绍
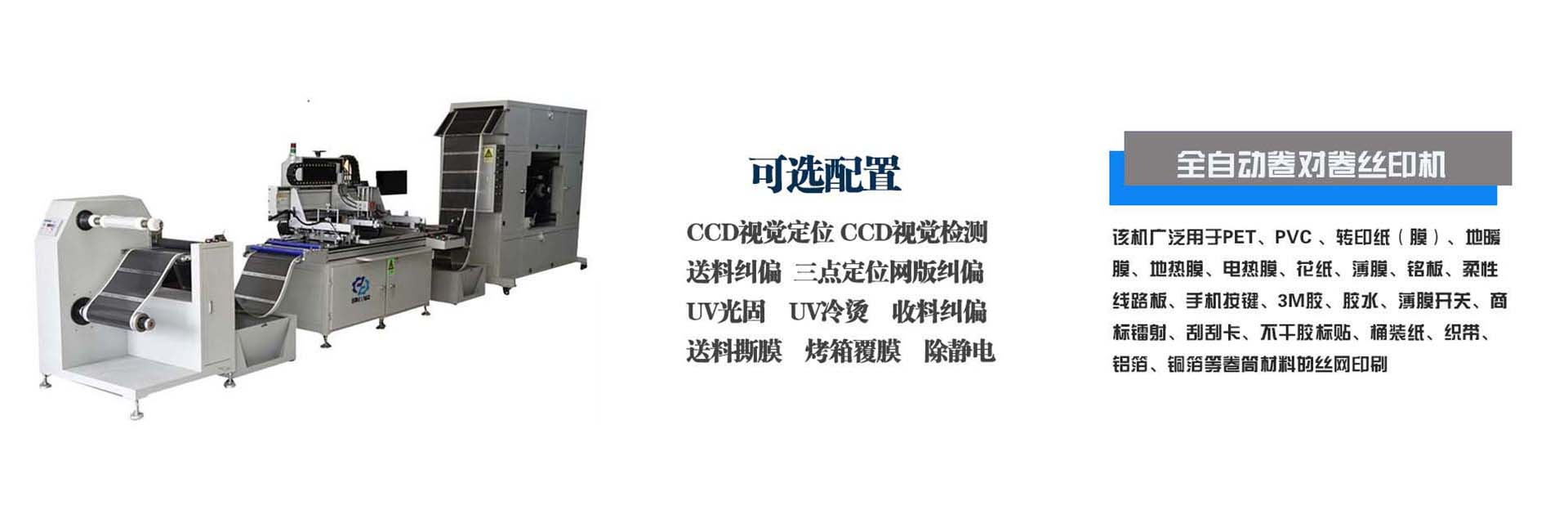
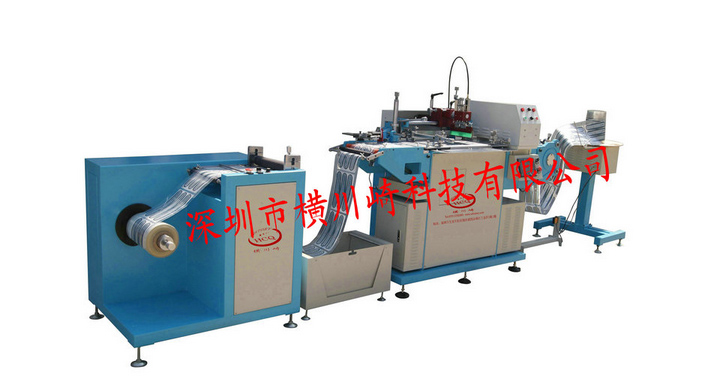
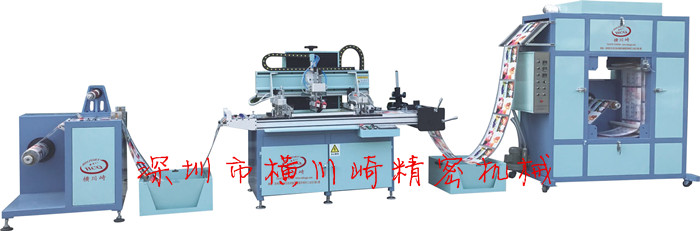
深圳市横川崎精密机械有限公司针对RFID天线丝印需求,推出HCQ-5080全自动卷对卷丝印机,专为精密导电图形印刷设计,具备以下核心优势:
- 高精度定位:德国SICK微米级电眼追踪系统,套色精度可达0.025mm(25微米),完全满足RFID天线20-50μm的套印要求。
- 稳定驱动:日本安川伺服电机+台湾广用高精密减速机组合,确保材料传输平稳,印刷速度0-200mm/s可调,支持高速生产。
- 智能控制:PLC+中文人机界面触摸屏,支持故障自动诊断、参数记忆、配方存储,操作简便,降低人工依赖。
- 高效干燥:40-60米循环热风烘干系统,温度可调(60-150℃),确保导电油墨充分固化,导电性能稳定。

三、工艺参数详解
3.1 网版制作参数
| 参数项目 | 推荐值 | 技术说明 |
|---|---|---|
| 网材类型 | 不锈钢丝网(325-400目) | 高精度、高张力、低伸长,适合精细线条印刷 |
| 网框材质 | 铝合金网框(带张力调节) | 轻便耐用,张力保持稳定 |
| 网版张力 | 25-30N/cm² | 高于常规丝印,减少网距变化,提升套印精度 |
| 网距 | 0.5-1.5mm | 小网距确保油墨准确转移,减少边缘锯齿 |
| 感光胶 | 高精度感光胶(膜厚5-8μm) | 确保网孔边缘锐利,线条清晰 |
3.2 导电油墨参数
技术参数
油墨类型:低温固化导电银浆(适用于PET基材)
银含量:70-85%(高纯度纳米银颗粒20-30nm)
粘度:2000-3000cP(25℃检测,4号转子,1000rpm)
固化温度:100-120℃(低温固化,避免PET变形)
固化时间:2-5分钟(根据烘干炉长度和线速度调整)
固化后方阻:≤30Ω/□(低频)或≤15Ω/□(超高频)
附着力:≥3B级(ASTM D3359标准)
柔韧性:耐折次数≥5000次(0.5mm PET基材,R=3mm)

3.3 刮板参数
- 刮刀材质:聚氨酯刮刀(硬度75-85度肖氏A)
- 刮刀角度:60-75°(角度越小下墨量越大,建议70°左右平衡精度与下墨量)
- 刮刀压力:0.2-0.3MPa(均匀压力,确保油墨充分填充网孔且不挤压网版)
- 刮刀速度:100-200mm/s(速度过快易产生气泡和针孔,过慢易产生锯齿边缘)
- 刮刀维护:每印刷5000-8000次检查刮刀边缘,发现缺口或磨损立即更换
3.4 环境控制参数
- 温度:20-26℃(恒温环境,油墨粘度稳定)
- 湿度:50-70%(湿度过低易产生静电,湿度过高影响干燥)
- 洁净度:ISO 7级(100000级)洁净车间,防止灰尘堵塞网孔
- 防静电:地面铺设防静电地板,工作台接地,湿度保持≥50%

四、常见问题与解决方案
4.1 导电性能不达标(方阻过高)
解决方案:
- 油墨配比检查:确认油墨未过度稀释,银含量是否达到70%以上
- 固化温度不足:提高烘干温度至110-120℃,延长固化时间
- 油墨厚度不足:检查网版目数是否过高(推荐325-400目),网距是否过大
- 油墨搅拌不均:使用低速机械搅拌机搅拌10-15分钟,确保银颗粒分散均匀
- 基材表面处理:PET基材表面进行电晕处理(达因值≥40),提高附着力
4.2 图形边缘锯齿或模糊
解决方案:
- 网版张力不足:使用张力计检测,确保张力≥25N/cm²,定期复检
- 网距过大:调整网距至0.5-1.5mm,减少刮墨时网版弹跳
- 刮刀角度过大:调整刮刀角度至60-70°,改善油墨转移
- 感光胶厚度不均:重新制版,确保感光胶厚度均匀(5-8μm)
- 油墨粘度过低:调整油墨粘度至2000-3000cP,减少油墨扩散
4.3 油墨附着力差(脱落)
解决方案:
- 基材表面清洁:使用无水酒精擦拭基材,去除油污和灰尘
- 表面处理不足:对PET基材进行电晕处理,达因值≥40,处理效果随时间衰减,建议24小时内使用
- 固化温度过低:提高固化温度至110-120℃,确保油墨充分交联
- 油墨与基材不匹配:选择专用于PET基材的低温固化银浆
- 添加附着力促进剂:按油墨重量的1-2%添加专用附着力促进剂
4.4 针孔和气泡缺陷
解决方案:
- 油墨搅拌气泡:低速搅拌后静置30分钟,让气泡自然逸出
- 刮刀速度过快:降低刮刀速度至100-150mm/s,减少空气卷入
- 网孔堵塞:定期清洗网版,每印刷5000次后用专用洗网水清洗
- 环境湿度过高:控制湿度≤70%,使用除湿设备
- 网版张力不均:确保网版四角张力一致,避免局部网孔变形
4.5 套色精度偏差(多色印刷)
解决方案:
- 定位系统校准:使用标准校正片对SICK电眼进行定期校准
- 材料张力控制:确保材料收放卷张力一致,避免材料拉伸变形
- 网版张力不一致:所有网版使用相同张力(25-30N/cm²),减少累积误差
- 机械精度检查:检查导辊平行度和轴承磨损,确保材料输送平稳
- CCD视觉对位:对于高精度要求(≤20μm),加装CCD视觉对位系统
五、技术支持与服务
深圳市横川崎精密机械有限公司不仅提供高品质的RFID天线丝印设备,还为客户提供全方位的技术支持服务:
- 1. 设备安装调试:专业工程师上门安装,根据客户产品特性优化工艺参数,确保设备投产即达到最佳性能。
- 2. 工艺技术培训:为客户提供全面的操作培训,包括网版制作、油墨调配、设备维护、质量检测等,确保客户技术团队熟练掌握RFID天线丝印全流程。
- 3. 持续技术支持:提供7×24小时技术热线,随时解答客户生产过程中遇到的技术问题,定期回访客户设备运行状况。
- 4. 配件供应保障:原厂配件快速供应,确保设备稳定运行,减少停机时间。
- 5. 定制化解决方案:根据客户特殊需求,提供设备定制化改造和工艺优化方案,如不同基材适配、特殊图形印刷等。
联系我们 · 获取专属方案
深圳市横川崎精密机械有限公司
电话/微信:13352849401(7×12小时在线)
地址:东莞市寮步镇岭厦振业街11号
网址:www.szhcqjm.com
相关新闻
- 横川崎全自动丝印机,印刷高性能FSS 2026-06-12
- 横川崎全自动丝印机PTC石墨烯电热 2026-06-11
- 横川崎全自动丝印机NFC电子标签丝 2026-06-10
- 88显示膜片横川崎全自动卷对卷丝印 2026-06-09
- 血糖试纸横川崎全自动丝印机印刷工 2026-06-09
- 横川崎全自动丝印机,家电面板丝网 2026-06-08
- 横川崎丝印机:高端防伪怎么做?多色 2026-06-06
- 横川崎:FPC柔性电路板全自动卷对卷 2026-06-05
- 横川崎:硅胶厚膜热转印膜丝印工艺 2026-06-04
- 柔性电路碳浆丝印工艺全解析:材料、 2026-05-18

