
横川崎:FPC柔性电路板全自动卷对卷丝印机印刷工艺
分类:技术资讯 发布:横川崎 浏览:0
柔性电路板(Flexible Printed Circuit,简称FPC)以聚酰亚胺(PI)或聚酯薄膜为绝缘基材,通过丝网印刷导电油墨形成电路图案,凭借其轻薄可弯折、配线密度高、三维立体布线等独特优势,已深度渗透智能手机、可穿戴设备、新能源汽车、医疗器械及航空航天等高端制造领域。丝网印刷作为FPC制造中不可或缺的核心工艺环节,其技术水平直接决定了电路板的导电性能、耐弯折寿命及产品良率。本文将从材料体系、工艺参数、设备选型到质量管控,系统性地剖析柔性电路板丝印的核心技术要点。

一、FPC丝印工艺概述与技术定位
在FPC的制造流程中,丝网印刷主要承担两大功能角色:一是导电线路的直接成形——通过银浆、碳浆等导电油墨在PI基材上直接印刷电路图案,替代传统蚀刻工艺,大幅降低制造成本与环保负担;二是功能性涂层的精确沉积——包括阻焊油墨、字符标识、绝缘保护层及电磁屏蔽层的印刷。
相较于刚性PCB的丝印工艺,FPC丝印面临三重独特挑战:其一,柔性基材在印刷张力下易发生拉伸变形,对张力控制与定位精度提出更高要求;其二,导电油墨需在保证导电性能的同时兼顾弯折疲劳寿命,油墨配方与固化工艺的匹配尤为关键;其三,FPC轻薄化趋势推动线宽/间距向50μm/50μm级演进,对网版精度和印刷参数控制形成极限考验。
核心定位:FPC丝印是连接材料科学与精密制造的桥梁,其工艺水平直接决定产品的电学性能、机械可靠性及量产一致性。
二、导电油墨体系:银浆与碳浆的工程选型
导电油墨是FPC丝印的核心功能材料,其选型需综合考量导电性能、成本、工艺适配性和终端应用场景四个维度。当前工业界主流方案为导电银浆与导电碳浆两大体系,两者在材料组成、性能特征及应用场景上存在显著差异。
2.1 导电银浆(Silver Conductive Paste)
导电银浆以高纯度片状或球形银粉(粒径1-5μm)为核心导电填料,以环氧树脂、聚氨酯或丙烯酸树脂为粘结基体,辅以有机溶剂和流变助剂调配而成。银含量通常在60%-80%之间,方阻可低至5-15mΩ/□,是目前导电性能最优的厚膜油墨体系。
在工艺层面,银浆印刷对网版目数要求较高——推荐采用350-500目不锈钢丝网,感光胶厚度控制在10-15μm,以保证细线路(L/S≤100μm/100μm)的转移精度。固化条件为热固化120-180°C持续15-30分钟,或采用UV-LED瞬间固化技术以提高生产效率。
2.2 导电碳浆(Carbon Conductive Paste)
导电碳浆以高结构炭黑或石墨微粉为导电介质,以热塑性或热固性树脂为载体。其方阻通常在15-100Ω/□量级,导电性能显著低于银浆,但具备优异的耐磨性、化学稳定性和极低的材料成本(约为银浆的1/5至1/10)。典型应用包括薄膜开关触点、键盘电路、跳线电阻及静电泄放层。碳浆印刷推荐网版目数200-300目,固化温度120-160°C。
2.3 混合应用策略
在实际工程中,银浆与碳浆常采用混合策略以实现性能与成本的最优平衡:以银浆印刷高导电主线路和射频天线,以碳浆印刷按键触点和跨接电阻层,同时利用碳浆的遮盖性在银浆线路表面形成保护层,有效抑制银迁移(Silver Migration)现象。

三、网版制备与精密印刷参数控制
3.1 网版选择策略
网版是丝印精度的第一决定因素。FPC精密印刷推荐采用不锈钢复合网版,其相较于传统聚酯网具有更优异的张力稳定性(可达28-32N/cm² vs 聚酯的18-25N/cm²)和更低的热膨胀系数。目数选择遵循以下原则:
• 银浆细线路(L/S≤100μm):推荐400-500目,线径20-30μm,感光胶厚度8-15μm
• 碳浆常规线路:推荐250-350目,线径30-40μm,感光胶厚度12-20μm
• 阻焊/绝缘层大面积印刷:推荐180-250目,兼顾下墨量与均匀性
• 网框推荐铝合金材质,平面度≤0.2mm/m,张力均匀度≤±1N/cm²
3.2 印刷参数优化
刮板参数的精准设定是印刷质量的核心保障。推荐采用聚氨酯刮板,硬度70-90 Shore A,刮印角度60-75°(角度越小下墨量越大,但对细线路分辨率不利)。印刷速度控制在20-80mm/s区间——低速有利于油墨充分填充网孔,但需兼顾生产效率。刮板压力设定在40-80N,以网版刚好与基材接触且油墨干净转移为判断标准。

3.3 环境控制与基材处理
FPC丝印对作业环境有严格要求。建议丝印区域达到ISO 7级(万级洁净度),局部关键工位配置FFU(风机过滤单元)实现ISO 6级局部洁净。环境温度维持22±3°C,相对湿度50%-65%RH。PI基材在印刷前须经等离子或电晕处理以提高表面能,同时使用粘尘滚筒去除表面颗粒物,避免印刷针孔缺陷。
四、FPC全自动丝印机选型要点
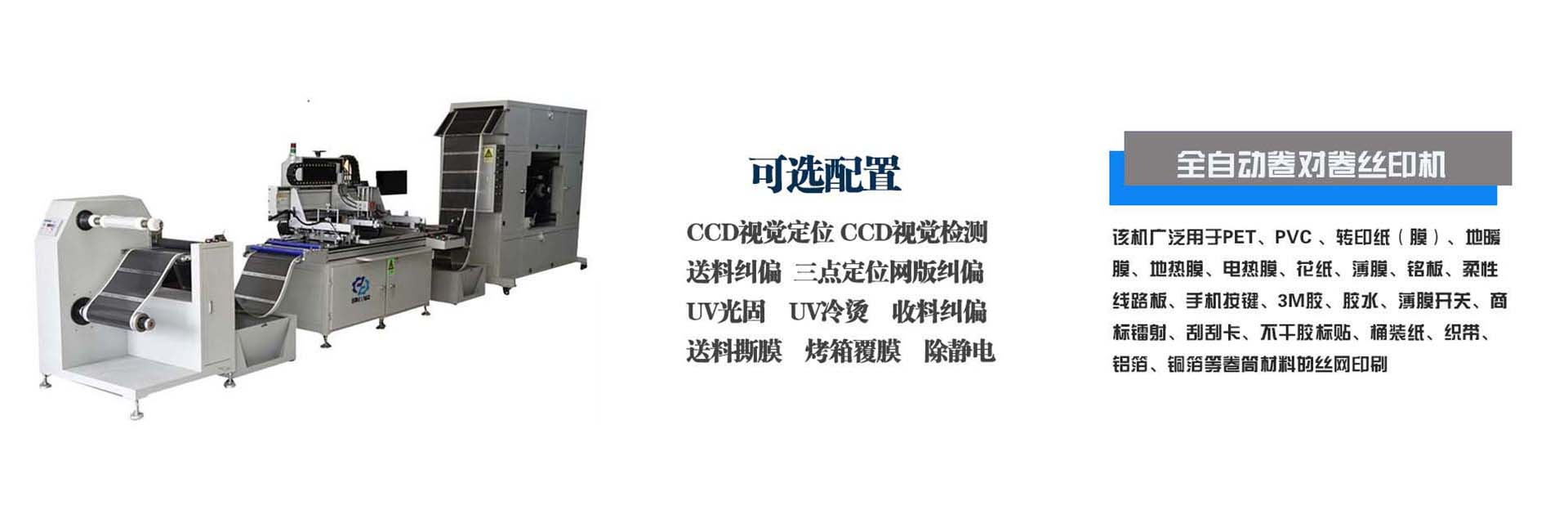
对于工业级FPC批量生产,全自动卷对卷丝印机是主流装备选择。以横川崎HCQ系列全自动丝印机为代表,现代精密丝印设备集成了多项核心技术:
4.1 精密传动与定位系统
设备采用日本安川伺服电机配合台湾广用高精密减速机驱动,实现微米级位移控制。CCD视觉对位系统可达成±0.01mm的套印精度,有效补偿柔性基材在连续走料过程中的累积误差。德国SICK微米级电眼追踪系统确保多次套印的位置一致性,是实现多层导电线路精确叠加的关键保障。
4.2 智能控制与工艺管理
PLC可编程控制器配合中文人机界面触摸屏,支持工艺参数的数字式设定与存储,包括印刷速度、刮板压力、网距高度及烘干温度等关键变量。故障自诊断功能可实时监测伺服驱动状态、气路压力及温控偏差,在异常发生时自动停机报警,最大限度降低批量报废风险。
4.3 联线烘干与收卷系统
配套的循环热风干燥系统(回字型烘箱,长度40-80米,温度可调范围50-200°C)与自动收卷机构实现印刷-固化-收卷一体化连续作业。最高印刷速度可达1500印次/小时,满足大批量工业化生产节拍要求。

五、固化工艺与质量检测标准
5.1 固化工艺窗口
固化是决定导电油墨最终性能的关键工序。银碳浆体系推荐固化温度: 150°C固化30分钟→ 自然冷却至室温即可。对于高产能产线,UV-LED固化方案可将固化时间压缩至数秒级别,但需确认油墨配方与UV波长的匹配性(常用365nm/395nm)。

5.2 质量检测体系
FPC丝印成品的质量检测涵盖电学性能、机械性能及外观三个维度:
|
检测项目 |
检测方法/标准 |
合格标准 |
|
方阻测试 |
四探针法(ASTM F390) |
银浆≤20mΩ/□,碳浆≤100Ω/□ |
|
附着力测试 |
3M 600胶带百格测试 |
5B级(无脱落) |
|
耐弯折测试 |
IPC-TM-650 2.4.3 |
银浆≥5万次,碳浆≥1万次 |
|
线宽精度 |
光学显微镜测量 |
设计值±10μm |
|
绝缘电阻 |
500V DC,60s测试 |
≥10¹⁰Ω |
|
耐焊性测试 |
260°C焊锡,10s浸泡 |
无起泡、无脱落 |
|
外观检查 |
AOI自动光学检测 |
无断线、针孔、溢墨 |
六、常见工艺缺陷与解决方案
FPC丝印生产中的工艺缺陷具有明确的因果对应关系,以下是工业现场高频出现的典型问题及工程对策:
|
缺陷类型 |
可能原因 |
解决方案 |
|
堵网/断线 |
油墨粘度偏高;环境温度过低;网版未及时清洗 |
加入慢干稀释剂(3-5%);控制车间22±3°C;每50-100印次清洗网版 |
|
套印偏移 |
网版张力不足(<22N/cm²);基材走料打滑;CCD标定偏移 |
检查并重新绷网至≥25N/cm²;清洁输送辊并调整张力;重新进行CCD对位标定 |
|
附着力不良 |
基材表面能不足;固化不充分;油墨与基材不匹配 |
等离子/电晕预处理PI表面;校验固化温度曲线;选用对应基材适配油墨型号 |
|
针孔/气泡 |
油墨含气未脱泡;网版感光胶针孔;基材表面污染 |
油墨真空脱泡处理(-0.08MPa/10min);检查并修补网版缺陷;加强基材清洗除尘 |
|
银迁移 |
湿热环境下银离子电化学迁移 |
采用碳浆保护层覆盖银线路;控制车间湿度≤60%RH;选用抗迁移银浆配方 |
|
线宽超差 |
刮板角度过大;网距设定不合理;感光胶过厚 |
调整刮板角度至60-70°;网距减小至1.5-2mm;优化感光胶涂布工艺 |
七、结语与展望
柔性电路板丝网印刷技术正处于从传统工艺向高精密、智能化方向跃升的关键阶段。随着5G通信、柔性显示、医疗植入式电子及可穿戴设备对FPC性能要求的持续攀升,丝印工艺正在向以下方向演进:线宽/间距突破30μm/30μm极限、纳米银/石墨烯等新型导电油墨的产业化应用、AI视觉检测与闭环工艺控制的深度融合,以及全流程数字化生产管理系统的普及。
作为深耕丝网印刷装备领域多年的专业制造商,深圳市横川崎精密机械有限公司始终致力于为FPC行业提供高精度、高可靠性的全自动丝印解决方案。从精密网版制备到智能化卷对卷印刷产线,从工艺参数优化到全生命周期技术支持,我们以扎实的工程能力和持续的创新投入,助力客户在柔性电子制造的赛道上赢得先机。
本文所引用产品图片来源于网络,若有侵权请联系删除。本文技术内容仅供行业交流参考,具体工艺参数需根据实际生产条件验证调整。
相关新闻
- 横川崎全自动丝印机,印刷高性能FSS 2026-06-12
- 横川崎全自动丝印机PTC石墨烯电热 2026-06-11
- 横川崎全自动丝印机NFC电子标签丝 2026-06-10
- 88显示膜片横川崎全自动卷对卷丝印 2026-06-09
- 血糖试纸横川崎全自动丝印机印刷工 2026-06-09
- 横川崎全自动丝印机,家电面板丝网 2026-06-08
- 横川崎丝印机:高端防伪怎么做?多色 2026-06-06
- 横川崎:FPC柔性电路板全自动卷对卷 2026-06-05
- 横川崎:硅胶厚膜热转印膜丝印工艺 2026-06-04
- 柔性电路碳浆丝印工艺全解析:材料、 2026-05-18

