
智能标签丝印全解析:从天线设计到量产工艺
分类:技术资讯 发布:横川崎 浏览:0
物联网的爆发式增长,正在把每一个商品、每一件资产纳入数字化管理网络。推动这一变革的基础元器件,正是小小的智能标签。2025年全球RFID智能标签年出货量已突破280亿枚,NFC标签年增速持续超过25%。从服装零售到食品溯源,从工业资产管理到医疗器械追踪,智能标签无处不在。而在这海量标签的背后,丝网印刷是制造导电天线最主流、最经济的工艺方案。
然而,智能标签丝印绝非普通图案印刷那么简单。导电银浆的粘度控制、网版目数与张力的匹配、固化温度与方阻的关系、高速生产中的套印精度——每一个环节的偏差都可能导致标签无法读取,造成巨大损失。本文将从智能标签结构解析入手,系统讲解丝印工艺的核心参数与操作要点。

一、智能标签的结构原理:天线层为何是核心
要做好智能标签丝印,首先必须理解标签的工作原理。一枚完整的智能标签本质上是一个微型无线通信装置,由以下几层构成:
| 层次 | 材料 | 功能 | 与丝印关联 |
|---|---|---|---|
| 基材层 | PET薄膜(最常用)、纸基、PVC | 物理承载体,决定柔韧性和耐温性 | 直接承印面,需做表面预处理 |
| 天线层(核心) | 导电银浆/铜浆/石墨烯导电油墨 | 收发电磁信号,决定读取距离 | 丝印最关键层,精度和导电性决定功能 |
| 绝缘隔离层 | 绝缘油墨 | 防止天线与其他金属层短路 | 多色套印中的关键层 |
| 芯片焊盘层 | 导电银浆(局部加厚) | IC芯片的邦定区域 | 对位精度要求最高 |
| 装饰印刷层 | 彩色UV油墨 | 品牌LOGO、条形码、防伪图案 | 丝印最后道工序 |
天线层的核心性能指标是方阻(Sheet Resistance),单位mΩ/□。方阻越低,天线导电性越好,标签读取距离越远。不同频段天线方阻要求如下:
| 频段 | 典型应用 | 方阻要求 | 最小线宽 | 丝印难度 |
|---|---|---|---|---|
| LF 125kHz | 动物耳标、门禁 | 不超过100mΩ/□ | 不低于0.5mm | ★★ 较易 |
| HF 13.56MHz(NFC) | 手机支付、防伪 | 不超过50mΩ/□ | 不低于0.3mm | ★★★ 中等 |
| UHF 860-960MHz | 供应链、仓储 | 不超过20mΩ/□ | 不低于0.2mm | ★★★★ 较难 |
| 微波 2.45GHz | ETC、工业自动化 | 不超过10mΩ/□ | 不低于0.1mm | ★★★★★ 极难 |
工程师提示:NFC标签(13.56MHz)是目前丝印产量最大的品类,线宽通常0.3~0.8mm,配合250~325目不锈钢丝网,银浆方阻控制在20~40mΩ/□,可实现稳定的5cm以上读取距离。
二、导电油墨选型:材料决定天线性能上限
2.1 四大类导电油墨对比
导电油墨是智能标签天线性能的物质基础。目前市场上用于标签天线丝印的导电油墨主要分为四类:
| 油墨类型 | 导电填料 | 银/导体含量 | 方阻范围 | 固化条件 | 典型用途 |
|---|---|---|---|---|---|
| 导电银浆 | 片状+球状纳米银粉 | 70~85% | 5~50mΩ/□ | 100~150℃ x 10min | NFC/RFID天线主流 |
| 导电铜浆 | 防氧化处理铜粉 | 60~75% | 20~100mΩ/□ | 120~160℃ x 15min | 低成本天线、导线 |
| 石墨烯导电油墨 | 石墨烯+碳纳米管 | 15~30% | 50~500Ω/□ | 80~120℃ x 10min | 可穿戴NFC、传感标签 |
| 水性导电银浆 | 水性树脂+银粉 | 55~70% | 30~100mΩ/□ | 80~130℃ x 12min | 纸基RFID、环保标签 |
2.2 银浆选型关键参数
对于RFID/NFC主流应用,导电银浆是最佳选择。采购银浆时,重点关注以下技术指标:
- 银含量:必须不低于70%,银含量低于65%时导电网络不致密,方阻偏高。高端NFC天线建议选用银含量75~80%的型号
- 粒径分布:片状银粉(3~8μm)+ 球状银粉(0.5~2μm)混合型,片状搭桥、球状填隙,导电网络更完整
- 粘度:出厂粘度通常3000~6000cP,实际印刷需调至2000~3500cP,过稀渗网,过稠堵网断线
- 附着力:3M胶带百格测试,PET基材上附着力需不低于4B级(ISO 2409标准)
- 保质期与储存:通常6~12个月,开封后需密封避光储存(5~25℃),开封超过8小时需过滤使用
重要警告:银浆开封后严禁混入空气或水分,每次使用后立即密封瓶口。银浆与洗版溶剂必须配套同品牌,绝对不可用香蕉水、汽油等有机溶剂清洗银浆网版,会腐蚀感光胶导致网版报废。
三、网版制作:精度的起点
3.1 网版材质与目数选择
网版是决定天线线条精度和墨层厚度的第一道关卡。智能标签天线对网版的要求远高于普通图案印刷:
| 网目数 | 墨层厚度 | 适用线宽 | 典型应用场景 |
|---|---|---|---|
| 200~250目 | 较厚(15~25μm) | 不低于0.8mm | LF低频天线、宽线条接地层 |
| 250~300目 | 标准(12~20μm) | 0.4~0.8mm | HF/NFC标签天线(最主流规格) |
| 300~350目 | 较薄(8~15μm) | 0.2~0.5mm | UHF超高频天线细线条 |
| 350~400目 | 薄(5~12μm) | 0.1~0.3mm | 微波频段精密天线,UV银浆专用 |
网版材质强烈推荐不锈钢丝网(SUS316):尺寸稳定性极佳,热膨胀系数低;丝径均匀(22~28μm),开口尺寸一致性好;耐溶剂性强;耐印力高(超过50万印次),远优于聚酯丝网(约20万印次)。
3.2 网版张力管理
网版张力均匀性是套印精度的核心保障,尤其是多色套印的智能标签(先印绝缘层再印导电层),张力差异直接导致图案位移:
- 推荐张力范围:25~30N/cm²(不锈钢丝网),整块网版各点张力差不超过2N/cm²
- 张力检测:每次上机前用张力计测量网版四角和中心共5点,形成张力分布图
- 张力衰减管理:新网版首次使用前需"老化"——以标准压力空印100次,消除初始张力衰减
- 报废标准:张力低于22N/cm² 或各点差值超过4N/cm² 时必须报废重绷,否则套印误差无法控制
3.3 感光胶涂布与晒版
感光胶厚度(EOM值)直接决定银浆墨层厚度,进而影响天线方阻和导电性:
| EOM值(感光胶厚度) | 墨层厚度 | 对应方阻 | 适用场景 |
|---|---|---|---|
| 6~8μm | 4~6μm(薄) | 50~80mΩ/□ | 高精度细线条天线,牺牲导电性换精度 |
| 10~12μm | 8~12μm(标准) | 20~45mΩ/□ | NFC/UHF主流天线,精度与导电性平衡 |
| 14~18μm | 12~18μm(厚) | 10~25mΩ/□ | 需要低方阻的LF天线或导电线路 |
| >20μm | >18μm(超厚) | 低于15mΩ/□ | 特殊高导电需求,需双面涂胶 |
晒版关键:菲林药膜面必须紧贴网版印刷面,真空曝光机抽真空后再曝光,防止图案模糊。曝光时间宁可略过,不可不足——曝光不足导致感光胶软化,高压冲洗时细线条区域胶层脱落,出现沙眼。

四、印刷工艺参数精调:决定天线品质的核心环节
4.1 刮板参数设置
刮板是丝印的"手",它的参数设定直接控制银浆的下墨量和印刷一致性:
| 参数 | 推荐范围 | 影响 | 调整方向 |
|---|---|---|---|
| 刮刀硬度 | 75~80度肖氏A | 硬度高线条清晰下墨少;软则下墨多但精度低 | 精细线宽(低于0.4mm)选80度;宽线条选75度 |
| 刮刀角度 | 70~80° | 角度大下墨少图案精细;角度小墨层厚 | 标签天线推荐75°起步,根据方阻微调 |
| 印刷压力 | 0.15~0.3MPa | 压力过大渗墨图案发粗;过小缺墨断线 | 以首件检验结果为基准,每次±0.02MPa微调 |
| 印刷速度 | 80~150mm/s | 速度慢下墨多方阻低;速度快效率高但可能断线 | 量产初始80mm/s,验证稳定后逐步提速 |
4.2 固化工艺管控
银浆固化是导电网络形成的关键过程。固化不足是导致方阻偏高最常见的原因:
| 固化方式 | 适用银浆 | 温度/时间 | 优缺点 |
|---|---|---|---|
| 热风循环烘道 | 溶剂型银浆(最主流) | 120~150℃,5~10min | 成本低,适应性广;升温时间较长 |
| 分段升温烘道 | 溶剂型+热固型 | 70℃预热→130℃主固化→60℃冷却 | 溶剂梯度挥发,防止表面结皮导致气泡 |
| 红外辐射固化 | 溶剂型银浆 | 130~160℃,3~6min | 升温快,适合高速卷对卷;均匀性需调校 |
| UV+热双固化 | UV银浆 | UV 800~1200mJ/cm²+60℃x5min | 生产效率最高,但银浆成本高30% |
固化验证方法:固化后用四探针方阻仪测量5个点(图案四角+中心),方阻值偏差应不超过15%;同时做3M百格附着力测试。若方阻偏高,可将烘道温度提高5℃或延长传送时间20%后重新测试。

五、生产中常见问题与解决方案
问题一:天线线条出现断点或缺墨
| 可能原因 | 判断方法 | 解决方案 |
|---|---|---|
| 银浆粘度过高,流动性差 | 旋转粘度计测量超过4500cP | 加入原厂稀释剂,每次加2%,搅拌均匀后重测 |
| 网版堵孔(银浆干结) | 放大镜检查网版开口 | 用原厂洗版水清洗网版,超声波辅助疏通 |
| 刮刀压力不足 | 目视检查刮刀与网版接触线 | 每次提高0.02MPa直到线条完整 |
问题二:方阻偏高(标签读取距离短)
| 可能原因 | 判断方法 | 解决方案 |
|---|---|---|
| 固化温度不足或时间短 | 方阻均匀但整体偏高 | 提高烘道温度5℃或延长传送时间 |
| 银浆墨层过薄 | 方阻偏高且图案颜色偏浅 | 更换更厚EOM感光胶(12→15μm) |
| 银浆过期或变质 | 不同批次方阻差异大 | 更换新鲜银浆,检查库存保质期 |
| 基材表面有油脂污染 | 附着力差且方阻高 | 加强IPA擦拭清洁,检查基材来料品质 |
问题三:套印偏差超标
- 首先检查各色版张力是否一致(差值不超过2N/cm²),不一致的网版重绷
- 检查基材在烘道中是否受热变形,必要时降低固化温度或更换耐温更高的基材
- 卷对卷生产中检查收放卷张力控制,张力波动超过15%会导致基材位移
- 升级为CCD视觉对位系统,自动识别基准标记,实时修正偏差
操作规范:每班生产结束后必须立即清洗网版,不得让银浆在网版上过夜干结。清洗完成后检查网版是否有沙眼,及时修版,避免下次生产出现缺陷。

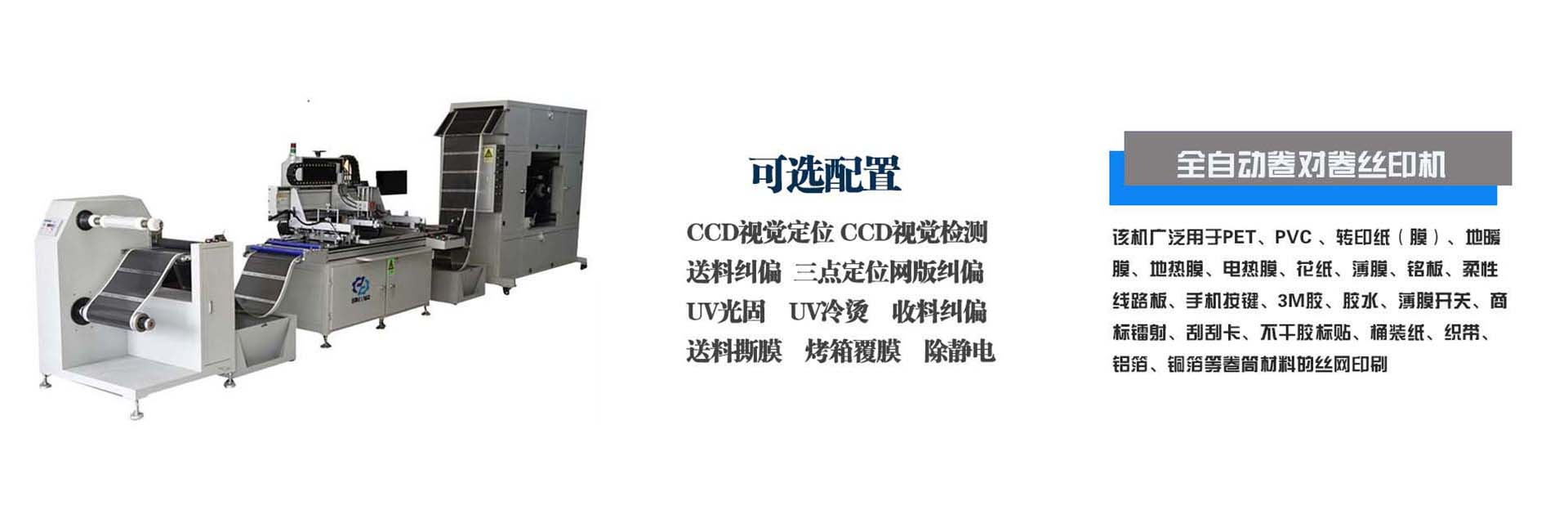
六、横川崎智能标签丝印设备核心优势
横川崎深耕精密丝网印刷设备领域多年,针对智能标签天线印刷的高精度、高效率、高稳定性需求,提供以HCQ-5080和HCQ-520为核心的完整解决方案。
| 核心优势 | HCQ-5080全自动卷对卷 | HCQ-520全自动平面/卷对卷 | 行业普通设备 |
|---|---|---|---|
| 套印精度 | ±0.025mm(德国SICK电眼追踪) | ±0.03~0.05mm(激光/CCD定位) | ±0.1~0.2mm(机械对位) |
| 最高生产速度 | 4500印次/时 | 3000印次/时 | 1000~1500印次/时 |
| 烘道配置 | 内置40~60m热风循环烘道 | 10~20m短烘道或外置 | 无/简单外置 |
| 驱动系统 | 日本安川伺服电机+台湾广用减速机 | 伺服电机驱动 | 普通电机 |
| 控制系统 | PLC+中文触摸屏+故障自诊断 | PLC+触摸屏 | 简单PLC |
对于日产量超过50万枚RFID/NFC标签的生产企业,横川崎HCQ-5080具有显著的经济优势:
- 精度保障:±0.025mm套印精度,满足UHF精细天线批量生产要求,良率提升至97%以上
- 效率提升:4500印/时 × 双班16小时 = 日产约70万枚,1~2人操作
- 降低成本:银浆精确用量减少浪费约18%,良率提升减少返工损失
- 维护简便:故障自诊断系统,平均故障响应时间缩短60%,年停机时间不足50小时
客户案例:某华南知名RFID标签厂商采用2台横川崎HCQ-5080,月产NFC标签突破1500万枚,方阻合格率从原来87%提升至98.5%,直接节约银浆成本及返工损失每月约15万元。
七、总结:做好智能标签丝印的五个关键
智能标签丝网印刷是精密制造的综合体现。经过对工艺全流程的系统梳理,可以提炼出以下五个核心关键点:
- 选对银浆:银含量不低于70%,粘度2000~3500cP,配套稀释剂和洗版水,不省材料成本
- 管好网版:不锈钢丝网,张力25~30N/cm²,EOM值按天线设计方阻倒推,每次上机前检测
- 调准参数:刮刀75~80度,角度75°,压力从轻调重,速度从慢到快,以首件实测结果为准
- 固化到位:分段升温烘道,主固化区不低于130℃,四探针方阻仪验证每批次,不合格不出货
- 设备选对:日产10万枚以上选卷对卷全自动,精度要求±0.05mm以内选横川崎,不在设备上省钱
智能标签行业正在快速迭代,天线线宽越来越细,频率越来越高,良率要求越来越严。只有在工艺和设备上持续投入,建立系统化的品质管控体系,才能在这个高速增长的市场中赢得竞争优势。
横川崎作为专业的丝网印刷设备制造商,拥有从设备设计制造到工艺应用支持的完整技术体系,可为智能标签生产企业提供设备选型咨询、工艺参数调试、操作人员培训等一站式技术服务。欢迎随时联系我们的技术团队。
联系我们 · 获取专属方案
深圳市横川崎精密机械有限公司
电话/微信:13352849401(7x12小时在线)
地址:东莞市寮步镇岭厦振业街11号
网址:www.szhcqjm.com
相关新闻
- 横川崎全自动丝印机,印刷高性能FSS 2026-06-12
- 横川崎全自动丝印机PTC石墨烯电热 2026-06-11
- 横川崎全自动丝印机NFC电子标签丝 2026-06-10
- 88显示膜片横川崎全自动卷对卷丝印 2026-06-09
- 血糖试纸横川崎全自动丝印机印刷工 2026-06-09
- 横川崎全自动丝印机,家电面板丝网 2026-06-08
- 横川崎丝印机:高端防伪怎么做?多色 2026-06-06
- 横川崎:FPC柔性电路板全自动卷对卷 2026-06-05
- 横川崎:硅胶厚膜热转印膜丝印工艺 2026-06-04
- 柔性电路碳浆丝印工艺全解析:材料、 2026-05-18

