
LED灯带丝网印刷技术全解析:阻焊层印刷、导电银浆工艺与HCQ-5080卷对卷丝印机选型指南
分类:技术资讯 发布:横川崎 浏览:0
LED灯带(LED Strip Light)已成为现代照明领域不可或缺的核心产品,广泛应用于商业空间、家居装饰、汽车氛围灯、广告显示及智慧照明等场景。然而,一条看似简单的LED灯带背后,隐藏着极为精密的制造工艺——丝网印刷技术正是其中最关键的环节之一。从阻焊保护层的精确印刷,到导电银浆线路的高精度成型,再到抗蚀层的图案转移,丝印工艺的优劣直接决定了LED灯带的品质寿命与量产稳定性。本文将从LED灯带的结构与丝印需求出发,深度解析丝印工艺的核心参数,并介绍横川崎HCQ-5080全自动卷对卷丝印机如何以高精度、高稳定性助力LED灯带规模化生产。

一、LED灯带的分类与结构解析
1.1 LED灯带主要类型
从基材和制造工艺来看,LED灯带可分为以下三大主流类型,每种类型对丝印工艺的要求各有侧重:
|
类型 |
基材 |
主要丝印工序 |
精度要求 |
|
FPC覆铜灯带 |
聚酰亚胺(PI)覆铜板,铜厚18~35μm |
阻焊油墨印刷、字符标识印刷 |
套印精度±0.05mm |
|
蚀刻铜膜灯带 |
PET覆铜膜,铜厚9~18μm |
抗蚀层丝印(保护铜线路) |
套印精度±0.025mm |
|
导电银浆灯带 |
PET或PI柔性基材(无铜) |
导电银浆线路直接印刷成型 |
线宽精度±0.03mm,方阻≤20mΩ/□ |
1.2 LED灯带的层次结构与丝印位置
以最主流的FPC覆铜LED灯带为例,其层次结构从上到下依次为:覆盖膜(Coverlay)→ 导体铜箔层 → PI绝缘基材 → 背面胶层。丝网印刷在生产中主要作用于以下工位:
· 阻焊层印刷:在铜箔表面印刷绝缘阻焊油墨,精确露出LED焊盘区域,保护非焊接区铜箔不被氧化、不发生意外短路,是FPC灯带最核心的丝印工序
· 字符标识印刷:在阻焊层表面印刷产品型号、极性标识、品牌LOGO等字符信息,通常使用白色或黑色油墨,对清晰度要求高
· 抗蚀层印刷(蚀刻铜膜工艺):在PET覆铜膜表面精确印刷抗蚀油墨,形成电路线路图案,后经酸液或碱液蚀刻去除未受保护铜层,形成导电线路
· 导电银浆印刷:直接在绝缘基材上印刷导电银浆,固化后形成导电线路,省去覆铜和蚀刻工序,适合低成本柔性灯带生产
重要提示:阻焊层印刷是LED灯带品质的核心工序。阻焊油墨若印刷偏移超过±0.1mm,将导致焊盘被部分遮盖,引起虚焊;若存在针孔或厚度不均,则铜线路在潮湿环境中极易氧化腐蚀,灯带寿命大幅缩短。

二、LED灯带丝印核心工艺详解
2.1 阻焊油墨丝印工艺参数
阻焊油墨印刷是FPC灯带生产中技术难度最高的丝印工序,需在宽幅FPC卷材上实现精确定位,主要技术参数如下:
|
工艺参数 |
推荐规格 |
作用说明 |
|
网版材质 |
不锈钢丝网(精密线路) |
不锈钢网尺寸稳定性好,适合高精度印刷 |
|
网目数 |
300~420目 |
高目数保证线路边缘清晰,减少锯齿 |
|
网版张力 |
22~28 N/cm² |
高张力减少印刷时网版形变,保证精度 |
|
感光胶厚度(EOM) |
12~25μm |
控制阻焊油墨下墨量,决定涂层厚度均匀性 |
|
油墨粘度 |
10,000~20,000 cP |
高粘度油墨印后形状保持好,不渗透 |
|
刮刀硬度 |
70~80度肖氏A |
较硬刮刀保证精细图案清晰度 |
|
刮刀角度 |
60~75° |
角度偏大减少下墨量,精细图案用大角度 |
|
刮刀压力 |
0.2~0.4 MPa |
均匀压力确保全幅宽印刷一致 |
|
印刷速度 |
80~150 mm/s |
速度过快油墨填充不均,速度太慢效率低 |
|
网距(离版间距) |
1.0~2.5 mm |
适当网距确保网版快速回弹,防止拖尾 |
2.2 蚀刻铜膜灯带的抗蚀层丝印
蚀刻铜膜LED灯带是当前高端灯带的主流制造工艺,其核心是通过丝印抗蚀油墨在PET覆铜膜上精确复现电路图案,利用蚀刻液选择性去除未保护铜层形成导电线路。这一工艺对丝印精度的要求达到LED灯带制造中的最高水准:
· 线宽/线距控制:LED灯带线路线宽通常为0.3~1.0mm,线距0.2~0.8mm。抗蚀层印刷误差须控制在±0.02~0.03mm以内,否则蚀刻后线路发生短路或断路
· 网版精度要求:使用325~400目不锈钢丝网,感光胶类型选择双液乳剂(SBQ光敏型),显影后图案边缘锯齿须在10μm以内,网版张力须稳定在25~30 N/cm²
· 抗蚀油墨性能要求:抗蚀油墨须具备优异的附着力(确保蚀刻全程不脱落)、耐酸碱蚀刻液的化学稳定性(耐氯化铜、氨水蚀刻液侵蚀≥10分钟),以及印后快速固化特性(便于连线生产)
· PET基材变形控制:PET覆铜膜厚度仅50~125μm,拉伸模量较低,卷对卷印刷时须精确控制放卷和收卷张力,张力波动须≤±3%,防止基材张力不均导致线路变形偏位
· 蚀刻后线路检验:蚀刻后须经AOI(自动光学检测)扫描,检查线路断路、短路、线宽偏差,合格品率须达到≥99.5%

2.3 导电银浆丝印工艺
导电银浆直接印刷工艺是成本更低、工艺更简洁的LED灯带线路制造方案,尤其适合低功率装饰性灯带的大批量生产。导电银浆丝印的关键技术参数与难点如下:
|
参数项目 |
技术指标 |
|
银浆含银量 |
70~85%(含银量越高,导电性越好,成本也越高) |
|
方块电阻(方阻) |
≤20mΩ/□(低阻银浆可达5~10mΩ/□) |
|
银浆粘度 |
15,000~40,000 cP |
|
固化温度 |
120~150℃×20~30分钟(热固化) |
|
网版目数 |
200~325目(目数过高会造成堵网) |
|
固化后附着力 |
≥4B级(ASTM D3359,百格测试) |
|
耐弯折性 |
弯折半径R=3mm,≥20万次不断路 |
注意:导电银浆在印刷过程中极易发生堵网,原因包括银颗粒聚集、溶剂挥发过快、环境湿度变化等。生产环境须保持温度20~26°C、湿度50~70%,并选用慢干型溶剂体系的银浆,每印300~500次须清洗网版一次,防止银浆干固堵塞网孔。

三、LED灯带丝印的核心挑战与解决方案
3.1 挑战一:柔性基材的定位精度
PI、PET等柔性薄膜材料在卷对卷传送过程中极易发生横向偏移、纵向拉伸和局部起皱,导致丝印图案偏位。针对这一核心挑战,须从以下维度综合解决:
· 精密张力闭环控制:放卷张力须根据基材宽度和厚度精确设定,同时在印刷区前后设置夹辊(Impression Nip Roller),将印刷区张力波动控制在±3%以内
· CCD视觉对位系统:在每次印刷前,CCD相机扫描基材上的定位标记(Registration Mark),自动计算偏差并驱动丝印平台进行XYθ三轴补偿,实现套印精度±0.025mm的精密对位
· 微米级电眼追踪:采用德国SICK微米级光电传感器实时追踪基材边缘或预印基准线,对卷材横向偏移实时反馈校正,确保卷对卷连续印刷时定位精度始终稳定
· 基材预处理:PI/PET卷材在上机印刷前须在恒温恒湿室(23±2°C,50±5%RH)静置≥12小时,消除卷材内应力,降低印刷过程中因应力释放引起的变形
3.2 挑战二:阻焊层厚度均匀性
阻焊油墨厚度不均匀会造成:薄处无法有效保护铜箔(绝缘性不足);厚处发生油墨堆积,导致SMT贴片焊接时锡珠无法准确落在焊盘上。保证厚度均匀性须重点控制:
· 刮板全幅宽压力均匀一致,刮板两端支承采用精密导轨,保证全幅宽压力偏差≤5%
· 网版张力在各测量点的偏差须≤2N/cm²(用张力计多点测量),张力不均是导致下墨量不均的首要原因
· 印刷平台水平度误差须≤0.02mm/1000mm,超差须用精密调平螺栓校正
· 油墨粘度须每2小时检测一次(用旋转粘度计),粘度变化超过±10%须补充新墨或加稀释剂调整
3.3 挑战三:高温固化与基材收缩
阻焊油墨和导电银浆均需经过热风固化(120~160°C),而FPC基材(PI膜)在高温下会发生一定程度的热收缩(MD方向收缩率0.1~0.3%),若不加以补偿,多色套印中将积累明显误差。解决方案:
· 采用分区温控烘道,烘道分3~5段独立控温,前段低温(80~100°C)预干燥,中段升温(120~150°C)固化,后段冷却,温度梯度控制降低基材热冲击
· 卷对卷设备在烘道出口设置伺服张力补偿辊,通过张力传感器实时反馈,动态修正热收缩引起的基材长度变化,确保各道套印基准点位置误差≤±0.025mm
· 对于高精度多色套印,可在菲林设计阶段进行预补偿(将图案在纵向方向按热收缩率反向拉伸),使固化收缩后的实际尺寸回归设计值

四、LED灯带丝印质量标准体系
LED灯带丝印质量的评判须建立完整的检测体系,从原材料入场到成品出货,每个环节均有明确的量化标准:
|
检测项目 |
检测标准 |
检测方法 |
|
套印精度 |
≤±0.05mm(常规)/ ≤±0.025mm(精密) |
CCD视觉测量系统,量测十字标间距 |
|
阻焊层厚度 |
15~40μm,同一版面厚度偏差≤±5μm |
台阶仪(Profilometer)或千分尺对比测量 |
|
绝缘电阻 |
阻焊层绝缘电阻≥10⁸Ω(500V DC测试) |
绝缘电阻测试仪 |
|
附着力 |
≥4B级(ASTM D3359,百格测试) |
百格刀+3M胶带剥离测试 |
|
导电银浆方阻 |
≤20mΩ/□(固化后检测) |
四探针方阻测试仪 |
|
耐弯折性 |
R=3mm弯折≥20万次不断路 |
往复弯折测试机,在线实时监测电阻 |
|
耐湿热老化 |
85°C/85%RH×500小时后,绝缘电阻下降≤1个数量级 |
恒温恒湿箱+绝缘电阻测试 |
|
焊盘可焊性 |
焊盘区无阻焊遮盖,润湿角≤30° |
目视检验(10×放大镜)+ 润湿天平测试 |
最佳实践:建议每生产500m卷材抽取1m样品进行全项检测,同时在烘道出口设置在线测厚仪(非接触式激光测厚)和在线AOI,实现实时质量监控,大幅降低不良品率。
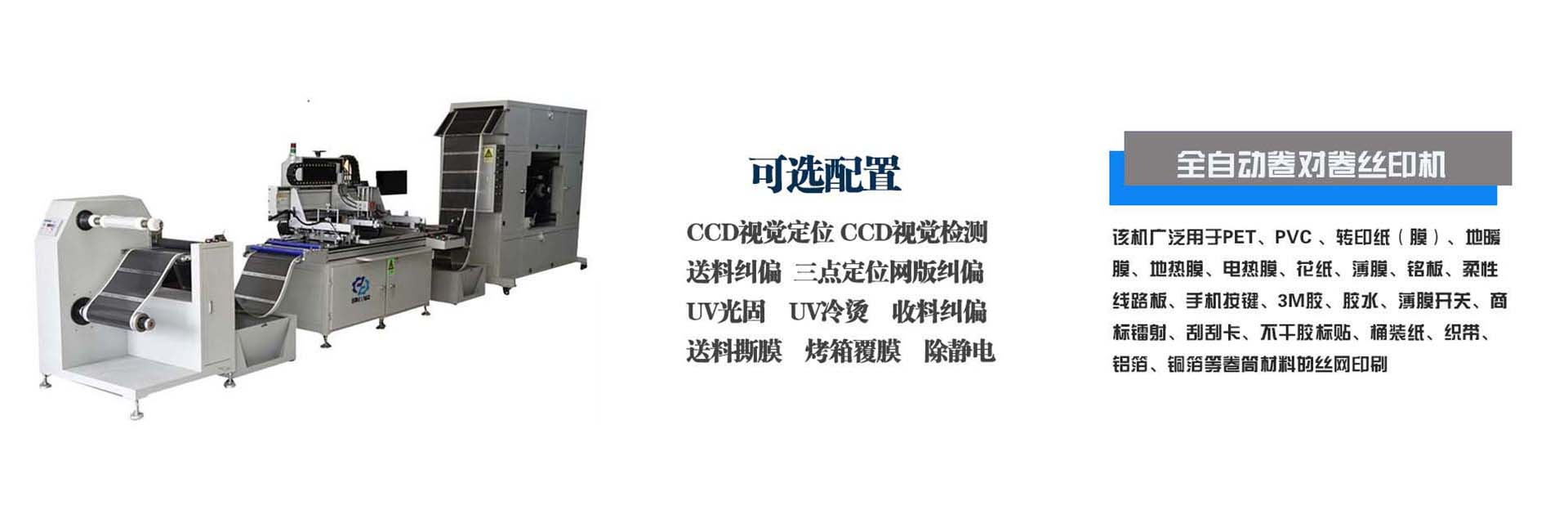
五、横川崎HCQ全自动卷对卷丝印机:LED灯带丝印的理想设备
LED灯带的卷对卷丝印生产,对设备提出了精度、速度、稳定性三者并重的严苛要求。横川崎HCQ-5080全自动卷对卷丝印机凭借多项核心技术优势,已成为众多LED灯带制造企业的首选设备。
5.1 设备核心参数
|
技术参数 |
HCQ-5080指标 |
|
最大印刷幅宽 |
500×700mm(可定制至800mm幅宽) |
|
套色精度 |
±0.025mm(25微米),行业领先 |
|
印刷速度 |
0~4500印次/时,伺服无级调速 |
|
驱动系统 |
日本安川伺服电机 + 台湾广用高精密减速机 |
|
追踪定位系统 |
CCD高清视觉视觉 |
|
烘道配置 |
循环热风烘道40~60米,温控精度±2°C |
|
张力控制 |
磁粉离合器+伺服闭环控制,张力波动≤±3% |
|
适用基材 |
PI(FPC)、PET覆铜膜、银浆灯带基材,厚度25~250μm |
|
控制系统 |
PLC + 中文触摸屏,故障自动诊断 |
5.2 专为LED灯带优化的六大优势
· 微米级追踪精度:德国SICK电眼结合日本安川伺服驱动,将每印次的定位重复精度稳定在±0.025mm,满足LED灯带焊盘精度±0.05mm的严苛要求,良品率达99%以上
· 智能张力管理:针对PI/PET柔性薄膜易变形的特点,采用全程多点张力传感器闭环控制,自动适应不同批次基材的力学特性,消除因张力波动引起的印刷偏位
· 长烘道彻底固化:40~60米循环热风烘道,可实现分段精确控温(±2°C),确保阻焊油墨和导电银浆在卷材高速运行中得到充分固化,避免出现外干内湿、附着力不足等问题
· 透明膜激光定位:针对PET覆铜膜透明基材难以用普通电眼检测的问题,提供激光定位系统选配,精确识别透明基材上的定位标记,确保蚀刻铜膜灯带抗蚀层的套印精度
· 宽幅定制支持:标准幅宽500mm,可按需定制至600mm或800mm,单次印刷可覆盖更宽的灯带卷材,大幅提升单位时间产能

六、LED灯带丝印常见问题与解决方案
问题1:阻焊层出现针孔或气泡
原因:①基材表面存在油污或水分;②油墨中混入气泡;③印刷速度过快,气泡来不及逸出;④烘道升温过快,溶剂剧烈挥发。
解决方案:①PI/PET基材印前须经等离子清洁处理,用防静电滚轮除去表面尘粒;②油墨使用前用真空脱泡机处理15~30分钟;③印刷速度降至80mm/s以下;④烘道采用分段升温(80°C预烘→120°C主固化),避免瞬间高温造成溶剂爆沸。
问题2:导电银浆线路断路
原因:①基材表面粗糙度过高或存在异物,导致银浆在局部区域印刷不连续;②网版图案区域发生堵网;③刮板压力不均,局部区域下墨量不足;④固化温度不足,银颗粒烧结不完全,线路脆断。
解决方案:①对基材进行电晕处理(表面张力提高至≥42 dyn/cm),改善银浆润湿性;②每印500次清洗网版,检查图案区域是否有银颗粒堵塞;③检查刮板两端压力是否一致,必要时用压敏纸测试全幅宽压力分布;④将固化温度提高至140°C,确保银颗粒充分烧结(表面颜色应呈亮银色,暗灰色表示烧结不足)。
问题3:多色套印偏移
原因:①各道次卷材张力不一致;②网版更换后未重新校准;③环境温湿度变化导致PI/PET基材尺寸变化;④设备导辊平行度偏差,导致卷材横向漂移。
解决方案:①每道次印刷前,用张力计验证设备显示张力与实际张力的一致性;②每次换版后必须重新进行套印试印,确认偏差在±0.03mm以内才可正式生产;③生产车间保持恒温23±2°C,避免空调出风口直吹卷材;④定期检查导辊平行度(每3个月一次),用激光对中仪校正。
最佳实践建议:LED灯带生产对质量一致性要求极高,建议建立首件确认制度——每批卷材更换或设备调整后,必须取前3米样品经全检(套印精度、厚度、绝缘电阻)合格后,方可正式量产,可将批次不良率控制在0.5%以内。

七、行业趋势:LED灯带丝印工艺的技术演进
随着智慧照明、汽车氛围灯、可穿戴光电等新兴应用场景的爆发式增长,LED灯带丝印工艺正朝着以下方向快速演进:
· 超细线路:从目前主流的线宽0.3~0.5mm向0.1mm以下推进,对网版精度(600目以上)和设备精度(±0.01mm)提出更高要求,满足Micro LED灯带的线路需求
· 多功能油墨:发光银浆(印刷即发光)、热敏变色油墨(温度指示)、导热绝缘油墨(兼具绝缘和散热)等功能性油墨在灯带制造中的应用日益增多
· 卷对卷全集成生产:将丝印、固化、AOI检测、裁切等工序集成于一台卷对卷设备,实现从基材到成品灯带的全程无人干预自动化生产
· 环保无溶剂体系:水性阻焊油墨和UV固化银浆替代溶剂型油墨,满足欧盟RoHS、REACH法规要求及客户ESG要求
· AI视觉质检:基于深度学习的AI视觉检测系统取代传统光学AOI,对针孔、气泡、断路等缺陷的识别准确率提升至99.9%,漏检率几乎为零
横川崎始终紧跟行业技术趋势,持续迭代HCQ-5080等核心设备,为客户提供面向未来的丝印解决方案。如您有LED灯带丝印相关的技术咨询或设备选型需求,欢迎随时联系我们。
本文所引用产品图片来源于网络,若有侵权请联系删除
相关新闻
- 横川崎全自动丝印机,印刷高性能FSS 2026-06-12
- 横川崎全自动丝印机PTC石墨烯电热 2026-06-11
- 横川崎全自动丝印机NFC电子标签丝 2026-06-10
- 88显示膜片横川崎全自动卷对卷丝印 2026-06-09
- 血糖试纸横川崎全自动丝印机印刷工 2026-06-09
- 横川崎全自动丝印机,家电面板丝网 2026-06-08
- 横川崎丝印机:高端防伪怎么做?多色 2026-06-06
- 横川崎:FPC柔性电路板全自动卷对卷 2026-06-05
- 横川崎:硅胶厚膜热转印膜丝印工艺 2026-06-04
- 柔性电路碳浆丝印工艺全解析:材料、 2026-05-18

