
导电碳浆丝网印刷技术全解析——从材料配方到精密工艺参数
分类:技术资讯 发布:横川崎 浏览:0
导电碳浆(Conductive Carbon Paste)是印制电子领域应用最广泛的功能性浆料之一,以其低成本、高稳定性、优异的耐氧化性在薄膜开关、柔性电路板(FPC)、碳膜电阻、RFID天线、太阳能电池及汽车电子等领域形成了不可替代的地位。相比导电银浆,碳浆方阻虽略高(通常20~500Ω/□),但成本仅为银浆的1/10~1/5,且固化膜不易氧化变色,化学稳定性极佳,是量产电子产品导电线路的首选方案。本文将从材料本质出发,系统解析导电碳浆的组成配方、丝印工艺参数、固化工艺、常见缺陷处理,以及横川崎全自动丝印机在碳浆印刷中的工艺优势。

一、导电碳浆的组成与导电机理
1.1 材料组成
导电碳浆由四大核心组分构成:导电相(碳材料)、粘结相(树脂)、溶剂和功能助剂。各组分的选型与配比直接决定了碳浆的导电性能、印刷适性和固化膜质量。
|
组分 |
常用材料 |
作用 |
典型含量 |
|
导电相 |
炭黑(乙炔黑/科琴黑)、石墨、碳纤维、石墨烯 |
形成导电通路,提供电气性能 |
15%~25% |
|
粘结相 |
环氧树脂、聚酯、聚氨酯、酚醛树脂 |
粘结碳粒,固定于基材,提供机械强度 |
10%~20% |
|
溶剂 |
醇类、酮类、酯类、苯甲醇(有机溶剂型);去离子水(水性) |
调节粘度和流变性,适应印刷工艺 |
55%~70% |
|
功能助剂 |
分散剂、流平剂、消泡剂、触变剂 |
改善分散稳定性、印刷平整度、触变特性 |
0.5%~2% |
1.2 导电机理
导电碳浆的导电性主要依赖两种机制:其一是粒子间直接接触导电——碳材料颗粒在成膜固化后相互接触,形成三维导电网络,电子通过颗粒间的物理接触实现传输;其二是量子隧道效应——当导电粒子间距小于10nm时,电子可穿越非导电的树脂势垒形成隧道电流。在实际产品中,两种机制协同作用,最终体现为宏观的体积电阻率和方阻值。
【工程师笔记】科琴黑(Ketjenblack)比普通炭黑比表面积大10倍以上,导电渗流阈值可低至3%~5%(质量分数),形成高效导电网络,是低电阻碳浆的首选导电填料;而石墨粉成本更低,适用于方阻要求在100Ω/□以上的一般电路应用。

二、导电碳浆的分类与选型
2.1 按固化方式分类
市面上的导电碳浆主要分为以下三大类,选型需根据基材耐温性和生产节拍综合考量:
· 热固化型碳浆(主流):固化温度120~150℃,时间20~40分钟,适合PET、PI、纸张等大多数基材,附着力强,耐化学性好,方阻可低至15Ω/□,适用于薄膜开关、FPC、碳膜电阻
· 低温固化型碳浆:固化温度60~80℃,专为热敏基材(如低克重无纺布、特种标签材料)设计,固化时间较长,方阻略高(30~200Ω/□)
· UV固化型碳浆:紫外光瞬间固化,生产速度快(线速度可达30m/min以上),不含VOC,但导电性相对较弱(方阻通常>200Ω/□),适合高速连续印刷场景
2.2 碳浆与银浆的选型对比
|
对比维度 |
导电碳浆 |
导电银浆 |
|
方阻范围 |
20~500 Ω/□ |
0.01~0.1 Ω/□ |
|
成本 |
低(约银浆的1/10~1/5) |
高 |
|
耐氧化性 |
优(碳不氧化) |
一般(银易硫化变色) |
|
膜层柔韧性 |
较好(聚氨酯体系) |
一般 |
|
典型应用 |
薄膜开关触点、碳膜电阻、太阳能背电场 |
精密电路、RFID天线、FPC主线路 |
|
推荐网版目数 |
200~325目 |
250~400目 |
【选型原则】导线方阻要求严格(<0.1Ω/□)时选银浆;触点、短路接触类电路、保护层、绝缘层上方的辅助导电线路,以及大批量低成本产品,优先选碳浆。银碳浆叠印工艺(银浆做主线路,碳浆做触点保护层)可兼顾低阻和耐久性。

三、导电碳浆丝印核心工艺参数
3.1 网版参数
网版是导电碳浆丝印的核心工具,网版参数直接决定了碳浆的转移量(膜厚)、线路精度和印刷一致性。
|
参数项 |
推荐范围 |
说明 |
|
网版材质 |
聚酯(PET)网 / 不锈钢丝网 |
精密线路用不锈钢网,常规线路用聚酯网 |
|
网版目数 |
200~325目(碳浆常用) |
目数越高,墨层越薄,适合精细图案;低目数墨层厚,导电性更佳 |
|
张力 |
18~25 N/cm² |
聚酯网建议22N/cm²,不锈钢网建议25N/cm²,张力不均会导致套印偏差 |
|
感光胶厚度(EOM) |
8~20 μm |
胶层越厚,碳浆墨层越厚、方阻越低;精细线路选薄胶层 |
|
网距 |
1.5~3 mm |
适当网距保证回弹,避免拖尾和墨层不均 |
|
线路精度 |
最小线宽/线距 ≥ 0.3mm |
碳浆颗粒粒径通常3~10μm,细线精度优于银浆 |
3.2 刮刀参数
|
参数项 |
推荐值 |
备注 |
|
刮刀材质 |
聚氨酯(PU)刮刀 |
耐溶剂,适合大多数碳浆溶剂体系 |
|
刮刀硬度 |
70~80度肖氏A |
偏软刮刀下墨量大,适合追求低方阻;偏硬刮刀适合精细线路 |
|
刮刀角度 |
60°~75° |
角度增大,下墨量减小,印刷分辨率提高 |
|
刮印速度 |
80~180 mm/s |
速度过快易造成墨膜不均或漏墨;过慢导致渗流 |
|
刮印压力 |
0.15~0.35 MPa |
压力过大导致网版变形,过小下墨不足 |
|
回墨刀行程 |
网版全宽 + 20mm |
确保回墨刀充分将油墨推回备用区 |
【实操技巧】印刷导电碳浆时,建议先用废基材打样3~5刀,待墨膜均匀稳定后再正式生产。刮刀每500~800次印刷后检查刃口,发现缺口立即更换,缺口会造成线路断线或墨层不均。
3.3 碳浆粘度调节
导电碳浆出厂粘度通常在2000~6000 cP,实际使用前需用配套稀释剂进行粘度调节。粘度过高(>5000 cP)会造成堵网和印刷分辨率下降;粘度过低(<1000 cP)则导致墨膜太薄、方阻偏高,且容易在精细线路间渗流。
【注意】稀释碳浆必须使用同品牌配套稀释剂,禁止使用香蕉水、汽油等非配套溶剂——这会破坏树脂-碳粒分散体系,导致沉降、电阻骤升甚至固化后膜层开裂。每次使用前用粘度杯(如涂4杯)实测粘度,确保每批次印刷参数一致。

四、固化工艺与膜层性能控制
4.1 固化温度曲线
导电碳浆的固化工艺是影响最终方阻和附着力的关键环节。固化分为预烘阶段(溶剂挥发,80~100℃ / 5~10min)和主固化阶段(树脂交联,120~150℃ / 20~40min)两个阶段。升温速率不宜过快,否则表面急速固化形成"硬壳",内部溶剂无法挥发,导致膜层起泡、针孔。
|
固化阶段 |
温度范围 |
时间 |
目的 |
|
预烘(表干) |
80~100℃ |
5~10 min |
挥发大部分溶剂,防止后续固化起泡 |
|
主固化 |
120~150℃ |
20~40 min |
树脂充分交联,形成稳定导电网络 |
|
降温 |
自然冷却至50℃以下 |
— |
防止骤冷导致膜层收缩开裂 |
4.2 膜层厚度与方阻关系
碳浆固化膜层的方阻与膜厚成反比——在同一碳浆配方下,膜厚增加一倍,方阻约降低一半。通过调整网版目数和感光胶厚度,可在较大范围内灵活控制目标方阻:
|
网版目数 |
感光胶厚度(μm) |
湿膜厚度(μm) |
固化后干膜厚度(μm) |
典型方阻(Ω/□) |
|
200目 |
20 |
30~40 |
15~20 |
15~30 |
|
250目 |
15 |
20~28 |
10~14 |
30~60 |
|
300目 |
10 |
14~20 |
7~10 |
60~120 |
|
325目 |
8 |
10~15 |
5~8 |
100~200 |

五、常见缺陷分析与解决方案
5.1 方阻偏高
现象:固化后测量方阻远超设计目标值,导电性能不达标。
原因与对策:
· 碳浆储存过期或受潮导致碳粒团聚 → 更换新鲜碳浆,使用前充分搅拌均匀(不低于5分钟)
· 固化温度不足或时间过短 → 检查烘道温度曲线,延长保温时间,确保主固化段充分交联
· 墨膜过薄,目数选择过高 → 降低网版目数或增加感光胶厚度
· 稀释过度,碳粒浓度降低 → 减少稀释比例,回到配方推荐粘度范围
5.2 线路断路/边缘锯齿
原因与对策:
· 网版感光胶有沙眼或破损 → 曝光前仔细检查网版,用封网浆修补后再使用
· 刮刀刃口有缺口 → 更换新刮刀
· 碳浆粘度过高,网孔堵塞 → 适当稀释,并加慢干稀释剂延缓干燥
· 印刷速度过快 → 降低刮印速度至80~120mm/s
5.3 附着力差(膜层脱落)
原因与对策:
· 基材表面有油污、静电吸附灰尘 → 印刷前用无尘布蘸异丙醇(IPA)擦拭基材
· 基材表面能不足(PE/PP等低极性材料)→ 电晕或等离子处理,将表面能提升至38~42mN/m以上
· 固化不充分 → 检查烘道温度,确保整个固化行程温度均匀
· 碳浆树脂体系与基材不匹配 → 更换专门针对该基材的碳浆产品,或换用附着力促进剂
【高频问题】碳浆丝印后的百格测试(GB/T 9286)是附着力评估的标准手段:用1mm间距划格刀划100格,贴3M 600胶带用力撕起,脱落面积<5%为0级(最优),脱落5%~15%为1级,>35%为3级(不合格)。量产前必须先做基材-碳浆匹配性测试。
5.4 印刷套色偏差(多色叠印时)
导电碳浆常与银浆、绝缘油墨多层叠印(如银浆打底线路层→碳浆覆盖触点保护层→绝缘油墨隔离层),各层套色精度要求通常≤±0.1mm,高端产品要求≤±0.05mm。主要原因及对策:
· PET等基材在印刷和固化过程中因热膨胀产生尺寸变化 → 各层印刷在相同温湿度条件下进行(温度20~26℃,湿度50%~70%),PVC等变形大的材料印前预热处理
· 网版张力不一致,不同批次网版有张力差异 → 所有网版统一张力标准,用张力计逐块检测
· 定位机构磨损或松动 → 定期校准定位柱/定位孔尺寸精度

六、横川崎全自动丝印机在碳浆印刷中的技术优势
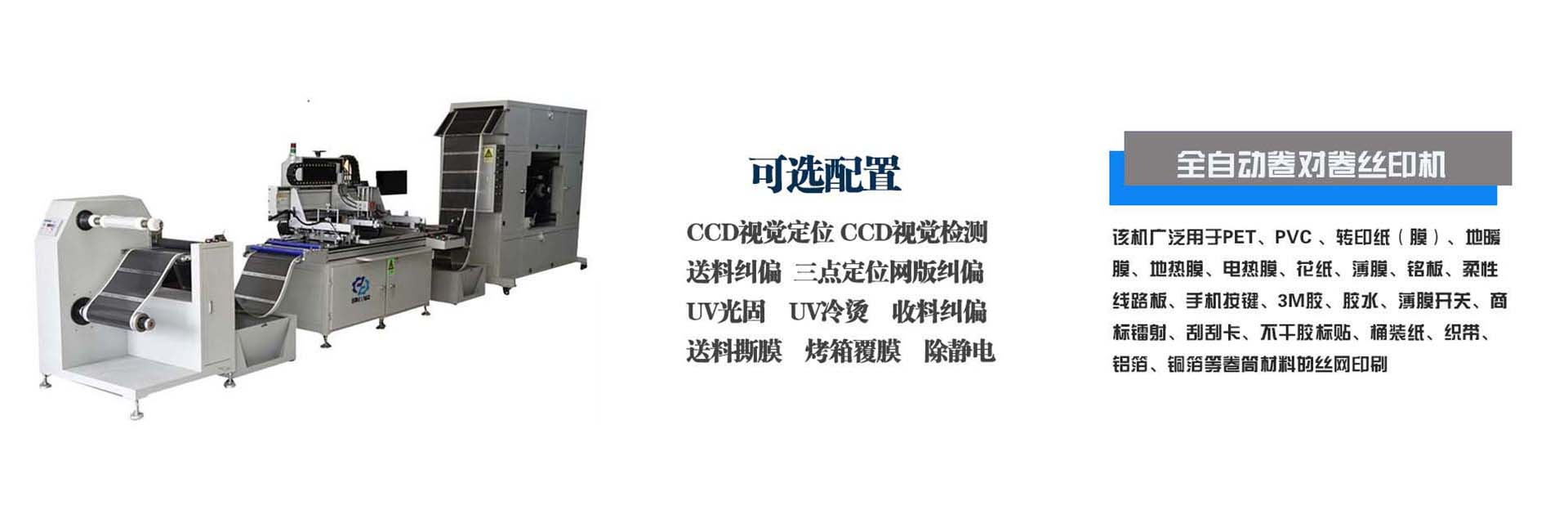
导电碳浆的精密印刷对设备提出了极高要求:碳浆颗粒细(D50通常3~8μm),对网版堵塞敏感;多层叠印套色精度要求高;卷材基材(PET、PI薄膜)张力控制要求精准。横川崎HCQ-5080全自动卷对卷丝印机和HCQ-520全自动丝印机正是针对这类高精密导电浆料印刷场景深度优化的专业装备。
6.1 HCQ-5080 全自动卷对卷丝印机
· 微米级电眼追踪/CCD高清视觉系统:实时检测卷材边缘偏移量并动态纠偏,套色精度达±0.025mm(25微米),满足FPC碳浆线路精密套印需求
· 日本安川伺服电机 + 台湾广用减速机:进给系统刚性强、响应快,印刷速度0~4500印次/时可无级调节,匹配不同碳浆粘度和基材
· 40~80米循环热风烘道:烘道温度分区独立PID控制,均温精度±2℃,确保碳浆固化曲线精准重现,批次间方阻波动<±5%
· 全程张力闭环控制:放卷、印刷区、烘道、收卷四段独立张力传感,防止PET/PI薄膜因张力波动产生褶皱或尺寸漂移,避免套印偏差
· PLC + 中文触摸屏:故障代码自动诊断显示,降低操作员技术要求
6.2 HCQ-520 全自动丝印机
· 适合片材FPC、薄膜开关基材的碳浆印刷,三点定位精度±0.05mm
· 可选配CCD视觉定位系统,针对透明PET基材实现激光套印精度±0.02mm
· 印刷尺寸规格500×700mm / 600×700mm / 800×700mm,按客户需求定制
· 印速0~4500印次/时,适合多种批量规模的碳浆产品生产

【客户案例】广东某薄膜开关厂采用横川崎HCQ-520全自动丝印机进行碳浆+银浆三层叠印(银浆线路层→碳浆触点保护层→绝缘油墨层),产线套印精度稳定保持在±0.03mm以内,固化后碳浆方阻控制在45±8Ω/□,产品一次合格率从手工/半自动阶段的82%提升至98.5%,年产能提升3.2倍。
七、导电碳浆丝印常用测试方法
导电碳浆丝印产品交货前需进行系列电气和物理性能检测,确保满足产品规格要求:
|
测试项目 |
测试方法 |
合格标准 |
|
方阻 |
四探针法(GB/T 24535) |
按产品设计值 ±10%以内 |
|
膜厚 |
电涡流厚度仪 / 截面SEM |
设计膜厚 ±15%以内 |
|
附着力 |
百格测试(GB/T 9286)3M胶带 |
0级或1级(脱落<15%) |
|
弯折耐久 |
弯折半径3mm,往复弯折10万次 |
方阻变化<±20%,无断路 |
|
耐湿热 |
85℃ / 85% RH,500小时 |
方阻变化<±30% |
|
耐溶剂性 |
IPA擦拭50次 |
无脱落、无发白 |
|
绝缘层兼容性 |
与相邻绝缘油墨层附着力检测 |
无起泡、无分层 |
小结
导电碳浆丝网印刷是一项集材料科学、印刷工艺、设备精度于一体的综合性技术。在材料端,根据应用场景选择合适的碳浆配方(热固型/低温型/UV型)、把控粘度和碳粒分散质量是基础;在工艺端,网版参数(目数/张力/胶厚)、刮刀参数(硬度/角度/速度/压力)和固化曲线(温度/时间)的精准控制是核心;在设备端,高精度伺服驱动、稳定的张力系统和均匀的固化烘道是保障。
横川崎作为专业丝印设备制造商,HCQ-5080卷对卷和HCQ-520平面全自动丝印机已在薄膜开关、FPC、碳膜电阻、太阳能电池等领域获得广泛应用。如需了解导电碳浆丝印的设备选型建议、工艺方案定制或生产线规划,欢迎联系我们的技术团队,为您提供从设备到工艺的一体化解决方案。
本文所引用产品图片来源于网络,若有侵权请联系删除
相关新闻
- 横川崎全自动丝印机,印刷高性能FSS 2026-06-12
- 横川崎全自动丝印机PTC石墨烯电热 2026-06-11
- 横川崎全自动丝印机NFC电子标签丝 2026-06-10
- 88显示膜片横川崎全自动卷对卷丝印 2026-06-09
- 血糖试纸横川崎全自动丝印机印刷工 2026-06-09
- 横川崎全自动丝印机,家电面板丝网 2026-06-08
- 横川崎丝印机:高端防伪怎么做?多色 2026-06-06
- 横川崎:FPC柔性电路板全自动卷对卷 2026-06-05
- 横川崎:硅胶厚膜热转印膜丝印工艺 2026-06-04
- 柔性电路碳浆丝印工艺全解析:材料、 2026-05-18

